軸承座模具設(shè)計

作者:翔宇粉末冶金制品
發(fā)布時間:2022-09-01 17:32:16
來源:本站 閱讀數(shù)量:1128次 點贊數(shù)量:1306次
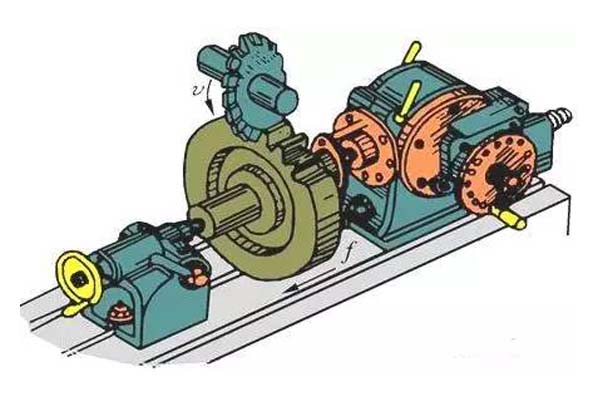
(1)軋制模具設(shè)計。
簡化了鍛件的橫截面,優(yōu)化了自由鍛造毛坯的形狀,使其類似于主軸形狀。中間毛坯的直徑為φ120mm,兩端的直徑最小為φ32mm,總長度為480mm。如圖2所示的輥模設(shè)計用于確保鋼坯的一致性和計費速度。
(2)彎曲模具設(shè)計。
鍛造呈“腕龍”形,頭尾脊線角為145°。彎曲模具的形狀和角尺寸是根據(jù)熱鍛的脊線變化設(shè)計的,彎曲模具在鍛造模具的側(cè)面。將自由鍛造的毛坯壓平并放置在彎曲模具中,彎曲的毛坯可以直接放置在最終的鍛造模具腔中。
(3)最終鍛造模具設(shè)計。
對于軸承座產(chǎn)品的發(fā)展,最終鍛造模具的設(shè)計需要解決主要的鍛造難點,即鍛造的頭尾兩端都滿了。
1)鍛件最終鍛造模的型腔尺寸可以根據(jù)鍛造圖進行添加和減小。
2)鍛件腹板的凸出面又大又薄。在模具中反映出型腔寬而淺。根據(jù)常規(guī)設(shè)計,材料易于從型腔流向倉庫,導(dǎo)致材料利用率低。阻力壁結(jié)構(gòu)的設(shè)計使得鋼坯在模鍛初期的變形和流動受到其周圍阻力壁側(cè)壁的限制,增加了鋼坯向外流動的阻力,并迫使金屬流向兩端以填充型腔。

軸承座
工藝試制:
在鍛造發(fā)展的早期階段,出現(xiàn)了一些質(zhì)量問題。主要缺陷是鍛造不全,主要發(fā)生在鍛造和分叉的末端。在早期階段,橋梁倉庫按照常規(guī)設(shè)計方案進行設(shè)計,導(dǎo)致材料利用率低,合格率低。通過設(shè)計優(yōu)化,設(shè)計了電阻壁結(jié)構(gòu)的模具,大大提高了產(chǎn)品合格率和材料利用率。
鋼鑄件軸承座制造商認(rèn)為:
(1)自由鍛、軋制、模鍛相結(jié)合的工藝,可形成精度要求較高的軸承座鍛件。
(2)采用數(shù)值模擬方法,可有效輔助鍛造工藝的設(shè)計,提高設(shè)計效率,提高產(chǎn)品開發(fā)成功率;
(3)采用阻力門檻的橋架設(shè)計,鍛件具有良好的成形效果。沒有缺陷,例如填充不滿意和穿刺。尺寸符合要求,質(zhì)量穩(wěn)定。
感覺小編寫得不錯,給小編點個贊吧!
點贊最近更新
-
粉末冶金模具咋加工的啊(粉末冶金的模具有什么要求)
時間:09-21 閱讀:123次

-
粉末冶金松裝密度儀的價格(粉末松裝密度的影響因素)
時間:09-20 閱讀:109次

-
粉末冶金和金屬注塑的區(qū)別(粉末冶金和鑄造的優(yōu)缺點)
時間:09-18 閱讀:195次

-
粉末冶金不銹鋼的退火處理(粉末冶金不銹鋼燒結(jié)溫度)
時間:09-13 閱讀:120次

-
粉末冶金的導(dǎo)磁率(金屬磁導(dǎo)率對照表)
時間:09-13 閱讀:135次

-
mim粉末冶金的優(yōu)缺點(粉末冶金是啥)
時間:09-13 閱讀:134次

-
純鐵在粉末冶金的應(yīng)用(鐵粉冶煉鐵的工藝)
時間:09-13 閱讀:128次

-
mns對粉末冶金的影響(mim與粉末冶金區(qū)別)
時間:09-13 閱讀:130次

欄目
熱門閱讀
-

粉末冶金產(chǎn)品精度能達到多少?
時間:08-16 閱讀:7612次
-

粉末冶金中的結(jié)構(gòu)件和鑄鐵件,我們應(yīng)該怎么去區(qū)分?
時間:03-15 閱讀:3852次
-

粉末冶金工藝和鑄造工藝的區(qū)別
時間:11-17 閱讀:3763次
-
圖解常用的7種齒輪加工方法
時間:10-24 閱讀:3584次
-

2024粉末冶金制品工藝流程是怎樣的?
時間:12-21 閱讀:3049次
-

翔宇-淺談粉末冶金模具價格
時間:11-17 閱讀:3041次
-

粉末冶金齒輪的制備方法
時間:11-22 閱讀:3014次
-

鐵基粉末冶金零件加工流程
時間:10-24 閱讀:3009次
-

高頻淬火對粉末構(gòu)造耗損效能的影響
時間:07-24 閱讀:2920次
-
小型制冷壓縮機中的粉末冶金件發(fā)展歷程
時間:11-17 閱讀:2903次